
We shall discuss in this article custom metal casting ordering and specifying: a guide.
9 Important Considerations to Ensure the Success of Your Custom Metal Casting Project
Molten metal is removed from the furnace and poured into ladles before casting.
Metal casting is the process of creating shapes (casting) by filling voids in a mold with liquid metal. Cast metal products have exceptional strength and durability, making them useful in heavy machinery applications in industries such as agriculture, automotive, railways, home appliances, construction, shipbuilding, oil and gas extraction, water treatment, forestry, and mining. he does. scarce.
Accrediting a foundry supplier and ordering metal castings can be a time-consuming ordeal, but it doesn’t have to be. By understanding the quoting and selection process, costly mistakes can be avoided. Clear and thorough communication with the supplier foundry results in a well-designed and economical product.

Quotation requests
The purpose of the casting price request is to provide the best balance between cost, quality, and lead time for the source casting. While it may be tempting to automatically choose the lowest bid, doing so can result in delayed deliveries or lower-quality castings, both of which can be more expensive in the long run.
The astute customer should consider all provisions of the quoted price, including tooling requirements, tolerances, and finishing costs, as well as any exceptions to drawings, specifications, and machining requirements. Other factors such as reduced machine effort, improved delivery conditions, and supplier experience and reliability in casting are particularly important in determining the true cost and value of a casting.
There are at least nine important considerations when requesting metal casting quotes from supplier foundries:
Basic casting design
Number
Specifications
healthy
Test and check
Weight
Model
Processing
Production and delivery schedule
1. Initial casting design
The design of cast metal parts must make the most of the casting process. For efficient and cost-sensitive manufacturing, casting designs must select the simplest manufacturing method to achieve the desired physical properties, net shape requirements, and appearance.
Any request for quotation must include drawings showing the exact dimensions of the parts required.
Among several key design components, understanding the casting process and/or communicating with the casting supplier will help determine the most cost-effective design from a casting perspective.
Minimum section thickness
Each casting has a minimum thickness determined by its strength and hardness. Designs thinner than the specification may make the project impossible to cast. To be successful, the casting must be designed to allow the liquid metal to fill the mold in thinner sections.

Liquid metal (molten) cools very quickly. In the thin part away from the mold gate, it may cool very quickly. In general, when using traditional processes, the design area should not be less than 0.25 inches (6 mm). Investment casting gives more degrees of freedom with wall thicknesses up to 0.030 in (0.76 mm).
Draft and core
The term “draft” refers to the taper in the vertical plane of the pattern. A draft is required to extract the pattern from the mold without disturbing the walls of the mold. Ignoring these angular limits can cause the mold to tear during removal from the mold.
Several factors affect the amount of draft required for any casting: the manufacturing process, the size of the casting, and whether hand or machine forming changes the required draft. Machine casting requires less drafting. However, castings produced using greens and molds require more tension than usual. A general rule of thumb is to allow 3.16 inches per foot (about 1.5 degrees) of water.
A core is a hollow space formed inside a casting by a piece of molding sand. The core is necessary when the pattern alone cannot be used to create a space or cavity. The use of cores can eliminate the need for drafting, but their use should be limited because they increase the cost of casting.
Three factors affect the minimum core diameter that can be placed in a casting mold:
The thickness or depth in which the core area is located,
What is the length of the core, and
The casting method that the casting supplier will use.

Dividing line
Separating the template on one page is useful for pattern making and template making. Patterns with straight parting lines (parting lines on a plane) can be produced more easily and at less cost than patterns with irregular parting lines. Symmetrical casting shapes easily show dividing lines. This casting scheme simplifies forming and core casting and should be used whenever possible.
They must always be “split” (separating the top and bottom molds), which requires minimal manual work in the mold, improves the casting finish, and reduces costs.
The core
A core is a single part (usually made of molding sand) that is inserted into the mold to create openings and voids that cannot be made in a separate pattern. To reduce the final casting cost, the design should make every effort to eliminate or reduce the number of cores required.
The minimum core diameter that can be successfully used in steel casting depends on three factors:
the metal component’s thickness around the core,
Core length, and
The supplier foundry employs particular safety measures and practices.
As the thickness of the metal around the core increases and the diameter of the core decreases, the severity of the adverse thermal conditions experienced by the core increases. This increased heat from the heavy parts must be dissipated through the core. As the thermal conditions increase, cleaning and coring of castings become more difficult and expensive.
Both the thickness of the metal part around the core and the length of the core affect the bending stress in the core caused by buoyancy and thus the supplier’s ability to achieve the required tolerances. If the core size is large enough, bars can often be used to reinforce the core.

Naturally, as the thickness of the metal and the length of the core increase, the amount of reinforcement required to resist bending stresses also increases. Therefore, the minimum core diameter must also be increased to accommodate the additional reinforcement.
When the area to be cleaned is inaccessible, the cost of removing the core from the casting cavity can be expensive. The casting design must have an opening large enough to allow core removal.
Inaccessible areas in the casting make core removal more difficult and affect the economic viability of the project. Castings should always be designed with an opening large enough to allow core removal.
9 Crucial Factors Make Your Custom Metal Casting Projects Successful
- Quantity
The number of castings to be produced or the run time should be clearly stated. The order quantity will have a significant impact on the price, with a longer production cycle corresponding to a lower cost per casting.The number of parts required is not a secondary consideration. Part project consumption determines not only the type of mold required, but also the ability of a particular casting to meet production requirements.
3. Specifications
Industry-standard specifications provide foundry customers with the necessary tools to define standards for virtually any foundry application. This specification does not exclude special requirements that may be encountered by customer technicians. Deviations from standard specifications can lead to misunderstandings, higher costs, and disqualification of potential supplier foundries.
4. Health
The soundness of a metal part refers to the degree to which it is free of impurities and/or discontinuities such as sand inclusions, slag inclusions, gross porosity, and shrinkage. It is impossible to produce flawless castings – only castings with varying degrees of defects.
5. Testing and Inspection
After production, all castings must be tested to ensure they meet specification requirements. Castings are also checked for dimensional accuracy, surface finish condition, physical properties, internal health and cracks. In many programs, testing is mandatory. Additional testing may be required to ensure that material specifications or other general requirements are met.
6. Weight
An important cost component of any casting is the material. The higher the weight of the casting, the higher the material cost of the casting. The more accurate the weight data about the part is provided to the foundry, the more accurate and reliable the price calculation will be.
7. Patterns
Mould-making requires patterns, and pattern making is the process and business of making patterns. Since the patterns are in cast form, castings can’t be better than the patterns from which they were made. Careful design, fabrication, and finishing of models is especially important if tight tolerances or smooth casting finishes are required.
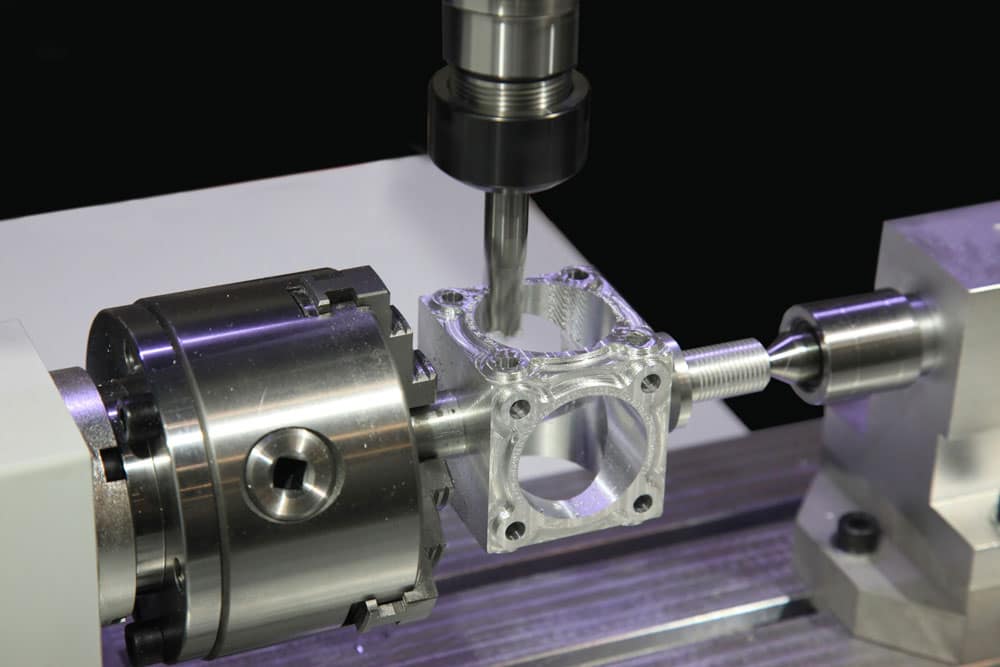
8. Machining
The process of mechanically removing unnecessary excess material is called machining and is a critical process when high dimensional accuracy is required. Therefore, a certain amount of excess material must be dispensed for machining when required, especially when the part or cast product has tight tolerances.
9. Production and delivery schedule
Communication of supply and demand is critical to finding the right store to meet short- and long-term needs.
In addition to the other considerations mentioned above, customers and suppliers must understand the needs of the production schedule. For example, if a customer asks for a production part to be delivered within six weeks, that greatly limits the number of foundries willing or able to bid on such work — let alone reliably produce to enforce such a tight schedule.

Destructive Testing and Non-Destructive Testing
Destructive testing requires separate castings of test castings in addition to the required parts. The test pieces were then destroyed to visually determine the internal integrity (volume of contractions, shrinkage or presence of gases). Destructive testing only describes the state of the tested item and cannot guarantee the integrity of other untested items, but it is widely used in practice.
If the test castings are acceptable, production can proceed with the assumption that castings produced by the same method will exhibit the same level of soundness.
Non-destructive testing methods are applied to the casting itself to verify its internal and external health without damaging the product.
Methods include visual inspection, dimensional inspection, liquid paint penetrant inspection (LPI), magnetic particle inspection (MPI), ultrasonic inspection (UT), and radiographic inspection (X-Ray).
After the inspection is completed, inspected castings are sometimes used as-is and shipped to customers, but often require further processing. This may include specialized heat treatments, painting, anti-rust oils, other surface treatments (such as hot-dip galvanizing), and machining.
Conclusion
All information mentioned above providing to the buyers who want to know and buy metal steel products with professional and innovative thoughts, and passionate and enthusiastic attitudes. Our vision is to be a standard for customized products and quality services so that we can build a good brand image for our company in the national and international markets with competitive prices and cheap shipping services. For more information kindly visit our site.








Your comment submitted.